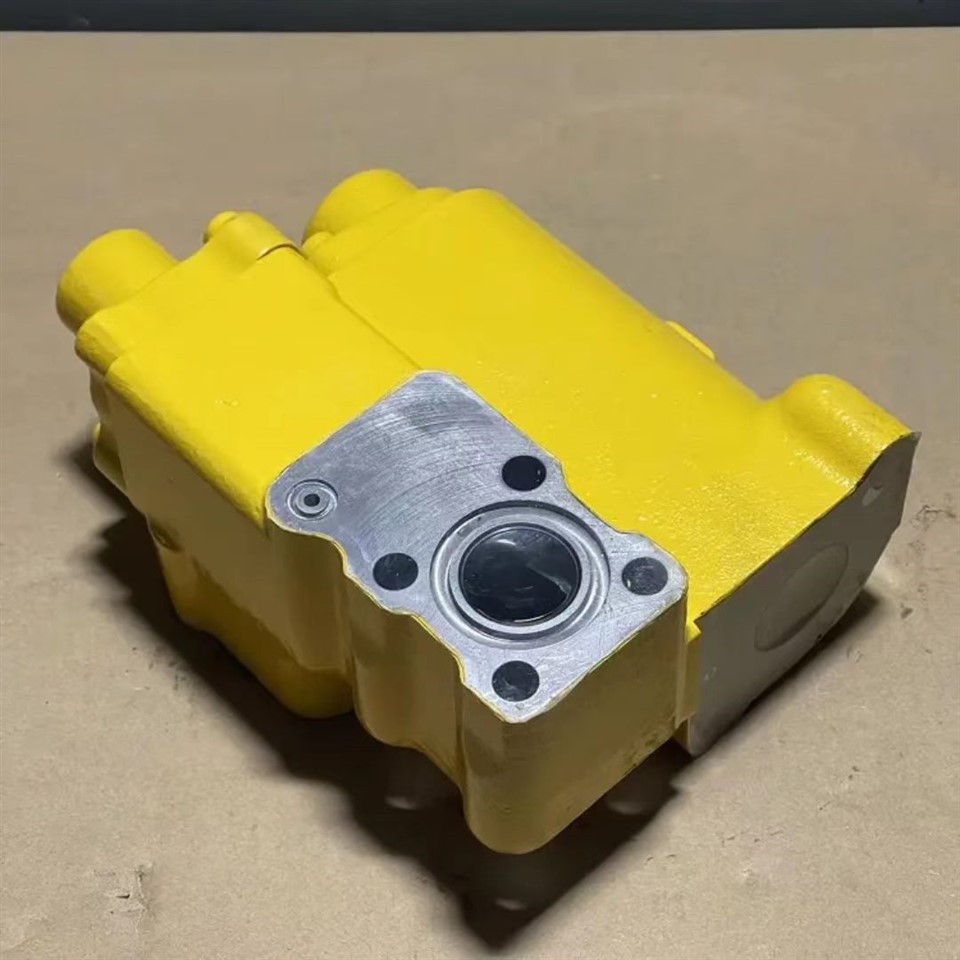




Suitable for Komatsu PC200-8, PC210-8, PC220-8 and PC240-8 excavator models, matching OEM part number 723-40-87601.
Crafted from high strength cast iron body and precision machined steel spool, the working back pressure maintains 0.2-0.3MPa under regular working status. It adapts to working temperature ranging from -20℃ to 80℃, fitted with heat resistant sealing rings for reliable sealing performance. Installed on hydraulic return piping, this Excavator return valve block takes charge of back pressure regulation, flow distribution and overall hydraulic system stability.
Abnormal back pressure often brings practical operating troubles. Insufficient and unstable pressure will cause boom and arm drifting, accompanied with slow movement and weak working power. Such issues mostly result from stuck spool, broken internal spring and internal leakage caused by component wear. You can take apart the assembly and clean internal parts thoroughly, swap out damaged springs, replace severely worn valve block, and refresh hydraulic oil and filter elements to restore normal working state.
Overhigh back pressure tends to trigger hydraulic oil overheating and drop working efficiency. Spool blockage, incorrect pressure setting and pipeline congestion are main inducing factors. Clear internal dirt blockages, calibrate pressure back to standard value, and clean return pipeline as well as oil cooler to solve the problem.
Oil leakage problem shows as fluid seepage and weakened operating performance. Aging sealing parts, loose mounting bolts and cracked valve body all lead to leakage failure. Install brand new sealing rings, tighten bolts with proper torque, and replace broken valve block timely.
Dirty inner passage and rusted stuck spool will cause unsmooth arm movement and invalid compound action. Flush inside oil channels, repair or change faulty spool, and conduct comprehensive cleaning on the whole hydraulic system.
Daily maintenance and replacement choices matter a lot for Excavator return valve block. Minor failures including stuck spool and damaged seals can be repaired on site. Once components suffer heavy wear, integral replacement is the proper choice.
You can judge working condition by testing return oil pressure with professional gauge, qualified pressure data should keep steady at 0.2-0.3MPa. Regular inspection is suggested during hydraulic maintenance every 2000 to 3000 working hours. Timely oil and filter replacement effectively extends service life. Defective valve parts will cause continuous pressure disorder, further bringing oil temperature rise, component abrasion and shortening the service cycle of full hydraulic accessories.
Hot Tags: excavator return valve block, China excavator return valve block manufacturers, suppliers, factory, Excavator 35 type Hydraulic Breaker, Excavator Grid Bucket, Excavator Hydraulic Rotating Log Grapple, Excavator PC Support Roller, Komatsu Excavator Lock Cylinder, Loader Hydraulic Pump





